Cost Analysis:
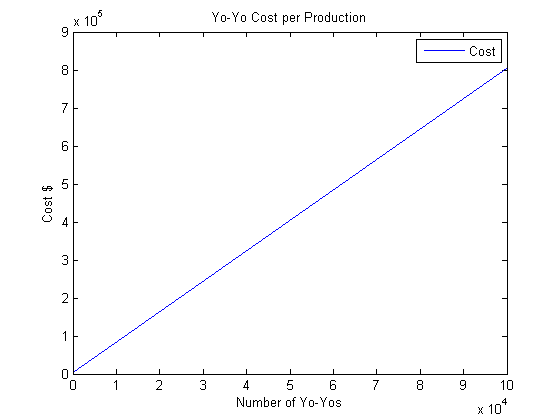

The cost to produce the yo-yos grew linearly. The cost per yo-yo decreased logarithmically from $85/yoyo to $8.03/yoyo.
Cost analysis for 100 yo-yos (prototyping)
Material and Labor
|
Cost per
|
Amount
|
Cost
|
1 Pair Mold Blanks
|
18.62/pr.
|
2
|
$ 37.24
|
Thermoform Blank
|
3.12 ea.
|
1
|
$ 3.12
|
Plastic Resin
|
$1.77/lbs
|
9
|
$ 15.93
|
Thermoform Material
|
.25 ea.
|
100
|
$ 25.00
|
10-24 Hex Nuts
|
.01 ea.
|
100
|
$ 1.00
|
Axle Sleeves
|
.49 ea.
|
100
|
$ 49.00
|
Shoulder Bolts (3-4 per group)
|
.77 ea.
|
4
|
$ 3.08
|
Design Labor
|
$28.66/hr.
|
15
|
$ 429.90
|
Machining and Programming Time
|
$20.00/hr
|
18
|
$ 360.00
|
Injection Molding Run Time
|
$16.00/hr
|
10
|
$ 160.00
|
Thermoforming Run Time
|
$5.00/hr
|
5
|
$ 25.00
|
Instruction/Overhead
|
$35.00/hr
|
48
|
$ 1,680.00
|
Total Cost:
|
$ 2,789.27
| ||
Cost Per Yo-Yo:
|
$ 27.89
|
Cost Analysis for 100,000 yo-yos (manufacturing)
Material and Labor
|
Cost per
|
Amount
|
Cost
|
1 Pair Mold Blanks
|
18.62/pr.
|
2
|
$ 37.24
|
Thermoform Blank
|
3.12 ea.
|
1
|
$ 3.12
|
Plastic Resin
|
$1.77/lbs
|
9000
|
$ 15,930.00
|
Thermoform Material
|
.25 ea.
|
100000
|
$ 25,000.00
|
10-24 Hex Nuts
|
.01 ea.
|
100000
|
$ 1,000.00
|
Axle Sleeves
|
.49 ea.
|
100000
|
$ 49,000.00
|
Shoulder Bolts (3-4 per group)
|
.77 ea.
|
4
|
$ 3.08
|
Design Labor
|
$28.66/hr.
|
15
|
$ 429.90
|
Machining and Programming Time
|
$20.00/hr
|
18
|
$ 360.00
|
Injection Molding Run Time
|
$16.00/hr
|
10000
|
$ 160,000.00
|
Thermoforming Run Time
|
$5.00/hr
|
5000
|
$ 25,000.00
|
Instruction/Overhead
|
$35.00/hr
|
15033
|
$ 526,155.00
|
Total Cost:
|
$ 802,918.34
| ||
Cost Per Yo-Yo:
|
$ 8.03
|
The instruction/overhead time was overwhelmingly the priciest component of the cost for both prototyping and manufacturing. However, static costs such as design labor and machining did not scale with quantity, thereby reducing cost per yoyo drastically.
Adaptation and Future Changes
At first, our black injection molded piece suffered from both dishing and flashing, problems that come from contradictory causes. We decided that flashing could be fixed afterwards with trimming, so we added an outer runner to the black injection molded piece in order to reduce the dishing that was happening on the flanges.
If we scale up to mass production, one of the most major changes we'd have to undertake is switching out the wooden lasercut discs for something that is less time intensive. One of the possible solutions is the replace the lasercut graphic with a sticker. The additional advantage of using a sticker is that the black injection molded piece can be converted from a ring to a disc, eliminating the need for outer runners, and also greatly reducing the amounting of time spent trimming gates.
Comments on 2.008
From one of our team members...
"I love hands-on work. I really enjoyed being able to practice on the CNC lathe and mill, and get a feel for the injection molding and thermoform machines. I liked working in a team; we could spread out the work by skillset and availability. The quick turnaround for the first few yo-yo deliverables was a bit overwhelming, but it later made sense that it was necessary for the project to move forward quickly enough. Sometimes, not all of the lecture material was posted online, making it a bit difficult to study, but lecture was definitely useful. The material was informative, the demos were entertaining, and the objects sent around the room always made concepts really clear. In all, I enjoyed 2.008 and I look forward to learning more about manufacturing down the road."